
 Дом
>
продукты
>
Отполированный алюминиевый профиль
>
Дом
>
продукты
>
Отполированный алюминиевый профиль
>
|
| Место происхождения | Гуандун, Китай (материк) |
| Фирменное наименование | Guangdong, China (Mainland) |
| Сертификация | ISO9001:2000,ISO14001:2004 |
| Номер модели | подгоняйте |
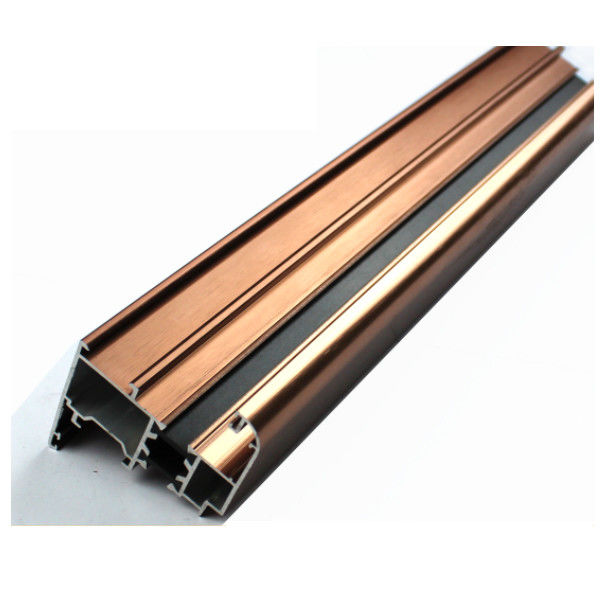
Алюминиевый сплав 6063 для механически отполированного алюминиевого углового соединения профиля
Характер продукции
| Продукт | Алюминиевый сплав 6063 для механически отполированного алюминиевого углового соединения профиля |
| Материал | Сплав 6060, 6061, 6063, etc. |
| закал | T5, T6, etc |
| Цвет | Другие цвета доступные (черный, голубой, зеленый, шампанское, бронза, золотой, vermillion, etc.) |
| Поверхностное покрытие | Финиш мельницы, анодированное, электрофорезное покрытие, покрытие порошка, термальный перерыв, деревянное зерно/древесин-в-перенос, etc. |
| Прессформа | Основанный на вашем чертеже или использовать нашу прессформу свободно |
| Время образца | Обычная практика: не позднее 15 рабочих дней против оплаты |
| Использования | Windows, двери, ненесущая стена, панель солнечных батарей, панель СИД, теплоотвод, индустрия, etc. |
| Аттестованный | Качественная система ISO9001-2008, |
Химический процесс полировать и оксидации
Обыкновенно используемые химические полируя методы кисловочный полировать и электролитический полировать, оба из которых подобны в действительности. Потому что электролитическая полируя окружающая среда лучшая, некоторые изготовители также используют ее, но энергопотребление и цена электрополировки слишком высоки, и качество не стабилизировано достаточно, поэтому польза ограничена. В последние годы, должный к методу анализа состава ванны кисловочный полировать делает прорыв, состав ванны (включая Cu2+, Al3+, SO2-4, PO3-4, NO3, H2O etc.) смогите точно быть измерено, качество полируя процесса и полируя алюминиевая кислота имеет хорошие контроль и стабильность, процесс кисловочный полировать настолько 3 большинств изготовители всех возрастов.
Кисловочный полировать самый важный процесс в продукции отполированного алюминия. Для того чтобы получить стабилизированную высокую яркость и меньше дефектов, полируя процесс необходимо строго контролировать.
Содержание H3PO4
H3PO4 основная полируя ванна, сформированное влияние выкостности алюминия на поверхности влияния зеркала, выше влияние зеркала более очевидно, потому что содержание H3PO4 ключевой фактор для поддержания полируя яркости, общие требования к продукции H3PO465% (проценты веса, эти же ниже). В отправной точке танка, концентрация H3PO4 более легко проконтролирована чем 65%. С увеличением Al3+ и содержания примеси, концентрация H3PO4 очень трудна для того чтобы соотвествовать вышеуказанные, когда Al3+ достигает максимум, концентрация H3PO4 будет уменьшена до около 55%, повлиять на полируя влияние, это может увеличить пропорцию H2SO4 или улучшить для поддержания выкостности ванны. Поэтому, необходимо сделать научные методы управления профилактического обслуживания жидкости танка и разумного обновления жидкости ванны, для защиты стабильности процесса литья.
Содержание HNO3, H2SO4
HNO3 главный компонент сразу включенного в реакции, содержание необходимо строго контролировать, вообще 32~37%, концентрация HNO3 слишком высока, она произведет большое количество табака, и реакция слишком интенсивна, оно трудна для того чтобы контролировать, легкий для произведения песка и сухие метки ссадины, концентрация HNO3 слишком низки, оно не достигнут самую лучшую яркость. Влияние H2SO4 регулируя и амортизируя в ванне, в периоде паза, содержание H2SO4 может быть очень низко даже без H2SO4, с увеличением Al3+, отполированная алюминиевая поверхность появится метки подачи, тогда вы можете разрешить эту проблему путем добавление H2SO4. Вообще, когда концентрация Al3+ 20~40g/L, концентрация H2SO4 проконтролирована на 9~13%. Когда концентрация Al3+ низка, концентрация H2SO4 ниже чем это из H2SO4. Когда концентрация Al3+ высока, концентрация СО2 ниже чем верхний предел. Al3+ субпродукт процесса кисловочный полировать. Когда содержание Al3+ низко, оно может амортизировать скорость реакции и сделать реакцию легким контролировать. Когда Al3+ выше чем 20g/L, выкостность жидкости увеличит, приводящ в дефекте метки подачи, и комплексе задач, как увеличение выкостности и увеличение выхода, приводящ в росте цены. Когда содержание Al3+ выше чем 45g/L, кристаллизация будет произведена в ванне, и качество продукта будет затронуто. Поэтому, Al3+ 40g/L вообще необходимо, и продукцию можно принести вне через алюминий для достижения этого баланса. Добавление Cu2+ в кислой ванне улучшает яркость полировать. Вообще, количество добавлению о 15g/L. чрезмерная продукция может причинить трудную чистку и маленький вогнутый пункт.
Пропорция и температура танка
Удельный вес и температура жидкости ванны 2 важных индекса жидкостного процесса ванны. Высокий удельный вес и более высоко температура, лучший яркость отполированного алюминиевого сплава, только большое количество приведет в кристаллизации жидкости и зерна вставляя к поверхности алюминия. Слишком высоко результаты температуры в слишком много реакции и прональны к корозии. Поэтому, установка удельного веса и температуры танка будет действующая и стабилизированная в качестве, с нормальным управлением веса 176 (001) и контролем температуры на 105+_5
Другие родственные процессы
(1) предварительно обрабатывать. Pretreatment до химический полировать необходим для улучшать полируя качество и уменьшения дефектов. Прежде всего, в дополнение к маслу и воску удаление должно быть тщательно, для удаления полируя воска, органическая растворяющая обработка, и после этого ультразвуковое влияние лучшие, ультразвуковые цены слишком высоко, оно трудно для общих изготовителей для использования. Общий обсаливать, насколько возможно не использует фтор содержа агент удаления масла, в противном случае оно сделает алюминиевый поверхностный спад яркости, особенно для механических полируя продуктов особенно важен. В дополнение к концентрации обсаливая агентов, температура масляного бака также очень важна. В зиме, масляный бак необходимо как следует нагреть для обеспечения что температура над 30, достигнуть хороших результатов, для избежания дефектов в полируя танке. После извлекать воск масла, жидкость на алюминиевой поверхности должна равномерно быть покрыта с не выпаркой воска капелек воды ручки, особенно шишки или пятна в районе. Во-вторых, должно быть небольшим над алкалиом и обезвреживанием. Таким образом, поверхностные чистые, активированные и однородные заготовки можно произвести без любой корозии песка или питтинга в каждом из предшествующих процессов.
(2) оксидация и запечатывание. Процесс оксидации процесс самого строгого вымирания полируя продуктов, общих продуктов для обеспечения продуктов с низкой толщиной фильма яркости (5m), строго контролирует процесс оксидации может уменьшить степень фильма вымирания, как Al3+ должен быть проконтролирован под 10g/L, управлением концентрации тока в 11A /dm2, контроле температуры оксидации в 22! Так смогите получить более высокий фильм прозрачности. Secondly, герметизируя процесс имеет большее влияние на вымирании F-. Для продуктов зеркала высокой отметки, порекомендованы, что использует не герметизировать фторида или высокотемпературный кипяток для того чтобы загерметизировать отверстие.
![]()
Свяжитесь мы в любое время

