
 Дом
>
продукты
>
Напудрите покрытые алюминиевые штранг-прессования
>
Дом
>
продукты
>
Напудрите покрытые алюминиевые штранг-прессования
>
|
| Место происхождения | Гуандун, Китай (материк) |
| Фирменное наименование | Guangdong, China (Mainland) |
| Сертификация | ISO9001:2000,ISO14001:2004 |
| Номер модели | подгоняйте |
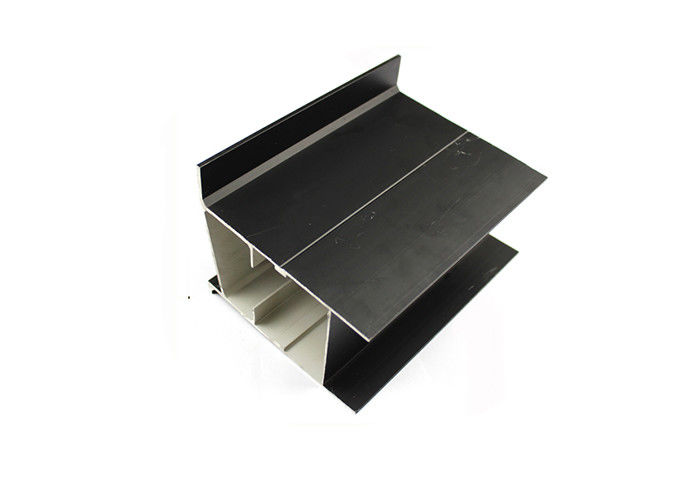
Профиль алюминиевого сплава покрытия силы для окон и дверей алюминиевого сплава сползая
Характер продукции
| Продукт | Профиль алюминиевого сплава покрытия силы для окон и дверей алюминиевого сплава сползая |
| Материал | Сплав 6060, 6061, 6063, etc. |
| закал | T5, T6, etc |
| Цвет | Другие цвета доступные (черный, голубой, зеленый, шампанское, бронза, золотой, vermillion, etc.) |
| Поверхностное покрытие | Финиш мельницы, анодированное, электрофорезное покрытие, покрытие порошка, термальный перерыв, деревянное зерно/древесин-в-перенос, etc. |
| Прессформа | Основанный на вашем чертеже или использовать нашу прессформу свободно |
| Время образца | Обычная практика: не позднее 15 рабочих дней против оплаты |
| Использования | Windows, двери, ненесущая стена, панель солнечных батарей, панель СИД, теплоотвод, индустрия, etc. |
| Аттестованный | Качественная система ISO9001-2008, |
Элементы управления производственным процессом описаны следующим образом:
1, обсаливающ
обсаливая механизм через обсаливая агент для всех видов сапонификации масла, солюбилизации, обрызгивания, рассеивать, делая эмульсию, от, так, что масло от поверхности в soluble вещества или стабильностью эмульгации, рассеивания и формы будет лежать внутри ванна. Оценка не-обсаливая качества главным образом поверхность workpiece после обсаливать поверхность workpiece, поверхность workpiece не видима, поверхность поверхности должна совершенно быть намочена водой. Качество обсаливать зависит главным образом от свободной щелочности, температуры обсаливая жидкости, длительности процесса, механической функции и содержания масла обсаливая жидкости.
(1) свободная щелочность (FAL)
Концентрация обсаливая агента соотвествующая для обеспечения оптимальных результатов. Вообще, только обнаружена свободная щелочность обсаливая жидкости, FAL слишком низко и влияние масла относительно плохо. FAL слишком высоко, не только к отходам, но также увеличить тяготу на backwash, и более тяжелые люди также загрязняют пост-приказанную форму и phosphatize.
(2) температура обсаливая жидкости
Любая обсаливая жидкость имеет оптимальную обсаливая температуру, температура ниже чем отростчатое требование, и не-обсаливая функция не достаточна. Overtemperature, единственное энергопотребление повышений, но также причиняет побочные эффекты. Как испарение обсаливая агента слишком быстро, workpiece быстро из ванны с поверхностный сухим, ржавчина и легкие создают пятно артефактов возвращенных, алкалиа, оксидацию и другие беды, повлиять на качество процесса после phosphating. Автоматическому контролю температуры также нужно быть проверенным регулярно.
(3) длительность процесса
Обсаливая жидкость должна быть полно в контакте с маслом на workpiece и достаточном времени реакции контакта обеспечить хорошее обсаливая влияние. Но длина снимает время увеличивает тупое влияние поверхности workpiece, влияя на образование phosphating мембраны.
(4) механическое влияние
В процессе обсаливать, польза циркуляции насоса или движение workpiece посредством механического действия могут увеличить влияние удаления масла и сократить время мыть и очищать. Скорость брызг обсаливая больше чем 10 раз быстрый чем тариф обсаливать обсаливая.
(5) содержание масла обсаленной жидкости:
Как жидкость слота повторно используя, содержание масла в ванне увеличит, когда достигнуть некоторую пропорцию, обсаливая влияние обсаливая агента и очищая эффективность будет значительно ниже, даже ванна путем добавление лекарства для поддержания высокой концентрации, очищенность обрабатываемой поверхности workpiece все еще не улучшена. Обсаленную обсаленную жидкость необходимо заменить совершенно. Продукция продукта обычно изменена согласно времени пользы танка и обрабатывая рабочей нагрузки.
![]()
Свяжитесь мы в любое время

