
 Дом
>
продукты
>
Отполированный алюминиевый профиль
>
Дом
>
продукты
>
Отполированный алюминиевый профиль
>
|
| Место происхождения | Гуандун, Китай (материк) |
| Фирменное наименование | Guangdong, China (Mainland) |
| Сертификация | ISO9001:2000,ISO14001:2004 |
| Номер модели | подгоняйте |
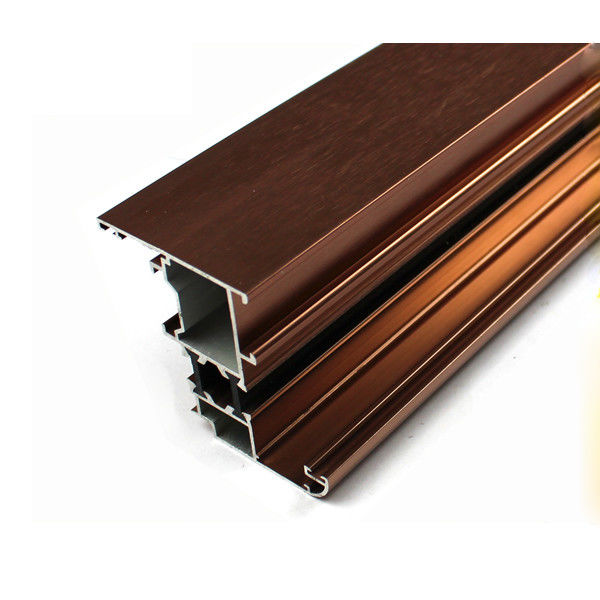
Отполированная алюминиевая труба, части алюминиевого окна, алюминиевые оконные рамы
Характер продукции
| Продукт | Отполированная алюминиевая труба, части алюминиевого окна, алюминиевые оконные рамы |
| Материал | Сплав 6060, 6061, 6063, etc. |
| закал | T5, T6, etc |
| Цвет | Другие цвета доступные (черный, голубой, зеленый, шампанское, бронза, золотой, vermillion, etc.) |
| Поверхностное покрытие | Финиш мельницы, анодированное, электрофорезное покрытие, покрытие порошка, термальный перерыв, деревянное зерно/древесин-в-перенос, etc. |
| Прессформа | Основанный на вашем чертеже или использовать нашу прессформу свободно |
| Время образца | Обычная практика: не позднее 15 рабочих дней против оплаты |
| Использования | Windows, двери, ненесущая стена, панель солнечных батарей, панель СИД, теплоотвод, индустрия, etc. |
| Аттестованный | Качественная система ISO9001-2008, |
Механический полировать
Механический полировать весьма важная часть процесса, особенно для роста 6m. Последовательное единообразие контролировать механический полировать, сути проблемы немногих изготовителей в преследовании низкой цены, меньше вклада, ручное одиночное алюминиевого полирующ, с твердым полируя воском, полируя колесо для продукции чистого хлопка, твердость небольшое, круг 30 | 80 mm широкий, диаметр колеса от 180 | 250 mm, давление проконтролирован руководством.
Приводя проблемы являются следующими:
1. Поверхность неровна, должный к давлению человеческой руки, хотя кажется, что будет поверхность машины последовательна после механический полировать, явление неровной яркости происходит после оксидации.
2. Должный к неправильному управлению давления, явление горения в области барического максимума причинено шероховатостью поверхности и пунктом сезама
3. Твердый воск труден для того чтобы очистить и легко загрязняет triacid танк, и если твердый воск не достаточно высок, то, свои примеси разрушат отполированную поверхность.
4. Скорость колеса ткани линейная нет достаточно, вообще более менее чем 15 m/s, и мягкая сила вырезывания колеса ткани нет достаточно, так только применима в точный buffing, грубый зависит от колеса пеньки, увеличить цену процесса
5. Урожайность низка.
Ввиду всех этих проблем, большинств изготовители используют большие полируя машины, автоматический множественный полировать, жидкостный полируя затир, и ширину 800 группы колеса | 1000mm. Диаметр колеса от 300 | 400 mm, этот метод высокой эффективности продукции, относительно стабилизированного процесса, процесс не может только сыграть молоть для того чтобы извлечь цель механических линий, и может получить отлично buffing поверхностное влияние, но должно быть строгими отростчатыми условиями.
(1) прежде всего, работа должна обеспечить достаточную режа силу, это отношение к небольшим механическим линиям может извлечь, влияя на факторы режа силы включая твердость и скорость колеса ткани линейная колеса ткани. Обыкновенно делает чистого круга ткани хлопка, химикатом крахмала обрабатывая для того чтобы достигнуть соответствуя твердости, этот вид колеса ткани для алюминиевой поверхности полируя, основанного на других условиях как линейная скорость, давление, влияние дозировки полируя решения, после этого выберите свойственную твердость смогите осветить и никакие линии на поверхности круга ткани, круг ткани линейной скорости определен диаметром колеса ткани и условия оборудования, вообще между 20 | 30 m/s, влияние меньше чем 15 m/s полируя не очевидны.
(2) полируя процесс должен контролировать температуру интерфейса workpiece, обычно 115! Или так, температура слишком низка для достижения светового эффекта, высокая температура производит сгоренный, температура интерфейса сделана давления и скорости колеса ткани между алюминиевым и взаимным влиянием. Вообще говоря, большой давление, медленный передняя скорость, высокий температура интерфейса. Давление колеса ткани должно быть согласно зоне раздела, дистанционированию между размером и толщину, который нужно отрегулировать к соотвествующему размеру, скорость полируя машины можно контролировать вообще 10 | 15 m/min, предел давления колеса ткани, опционный выбирают низкое давление меньшие, ткань круглая для обеспечения что интерфейс на соотвествующий диапазон температур.
(3) полируя жидкостный выбор для того чтобы иметь важное влияние на полируя качестве, полируя процесс не должен только иметь влияние молоть к зерну, и иметь выравнивая световой эффект, полировать кварцевого песка и жидкостный парафин могут соответственно вышеуказанная роль, особенно содержание кварцевого песка должны быть соотвествующими, встречают слишком много кварцевого песка, алюминиевая поверхность имеют слабое истирательное зерно, особенно после кисловочной оксидации 3, делают качественный спад.
(4) последовательность горизонтального и вертикального полируя влияния высококачественное механическое полируя качество, за исключением представления полируя машины главного, должна выбрать оружие брызг высокого давления автоматическое, оружие оборудованное с прибором давления, может сделать полируя жидкостное давление двигателя увеличила больше чем 25 раз, делает своевременное распыливание, угол впрыски 120 ∋, обеспечить полируя жидкость в полируя каждой из частей колеса и каждый раз цилиндрическая форма, также делает полируя жидкостная дозировка была уменьшена к минимуму, и достигать самого лучшего влияния, обычного давления оружия брызг обычно вокруг 5 времен, полируя жидкость трудный к полно распыленный, оно часто отток, причинять неровный распределение, недостаточная смазка и полируя жидкие отходы.
![]()
Свяжитесь мы в любое время

